


Mit der Kaltumformtechnik lassen sich eine Fülle von Formen kostengünstig, in hoher Stückzahl, in hoher Massgenauigkeit und guten Oberflächeneigenschaften herstellen.
#Kaltformpressen
Kaltformpressen
NOBAG entwickelt und produziert mechanische, hydraulische und servoelektrische Pressen zum Kaltumformen von Hohl- und Massivkörpern aus Stahl, Aluminium und Buntmetallen.
Wir sind ihr kompetenter Partner für Umformtechnik, mit dem Fokus auf die Herstellung von Hohlkörpern.
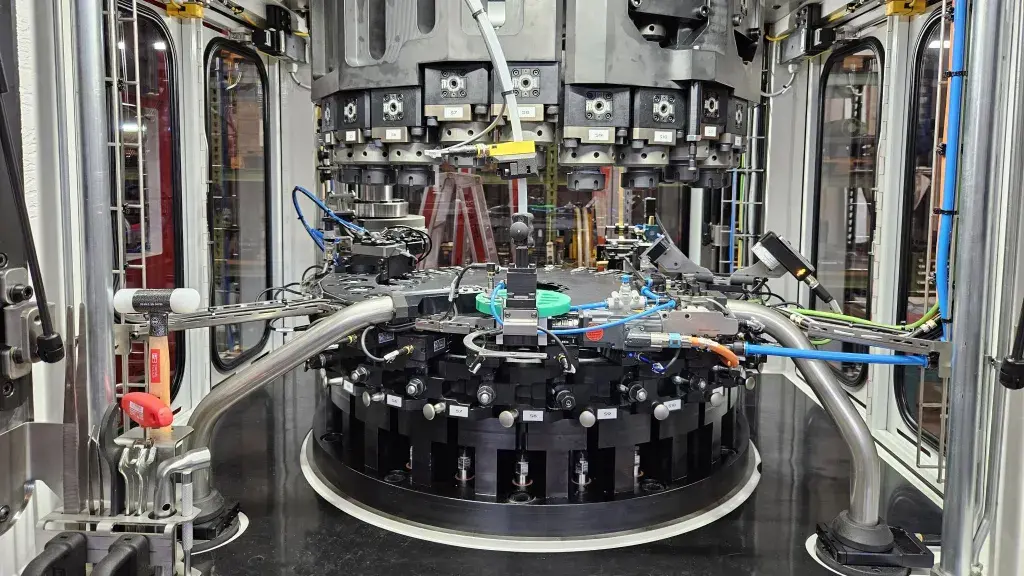
Kombinierte Pressen / Mehrstufenpressen
Kombinierte Pressen zur Erhöhung der Wirtschaftlichkeit mit einem Nominal-Ausstoss bis zu 240 Stk/min
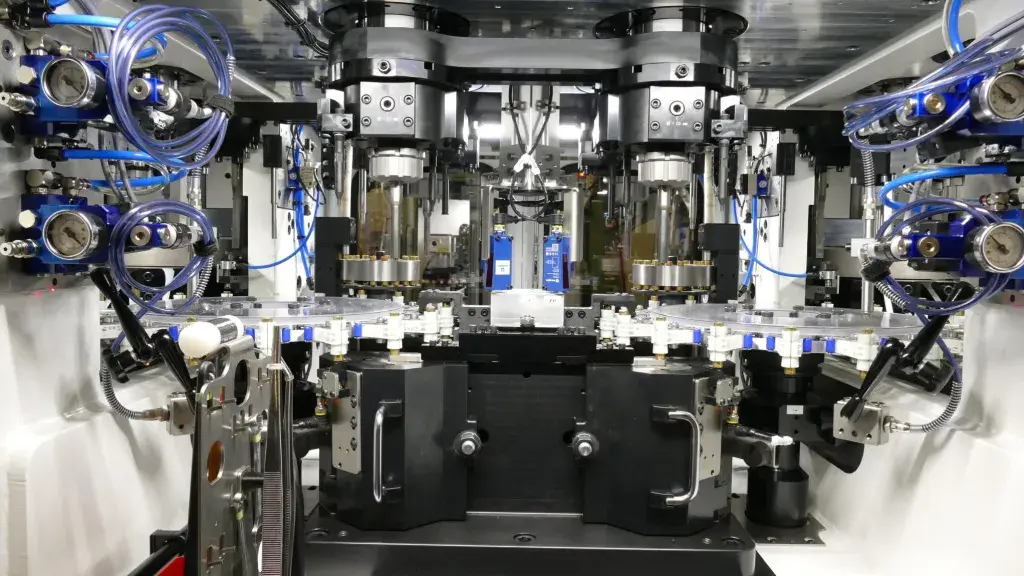
Napfpresse Typ NP

Im Doppelhubverfahren produziert diese Presse im ersten Schritt aus dem Band eine Rondelle und daraus im gleichen Hub direkt den Napf.
Je nach Kavität des Werkzeugblocks werden über 1’000 Teile pro Minute hergestellt. Damit kann mit einer Napfpresse mehrere Hülsenlinien versorgt werden.
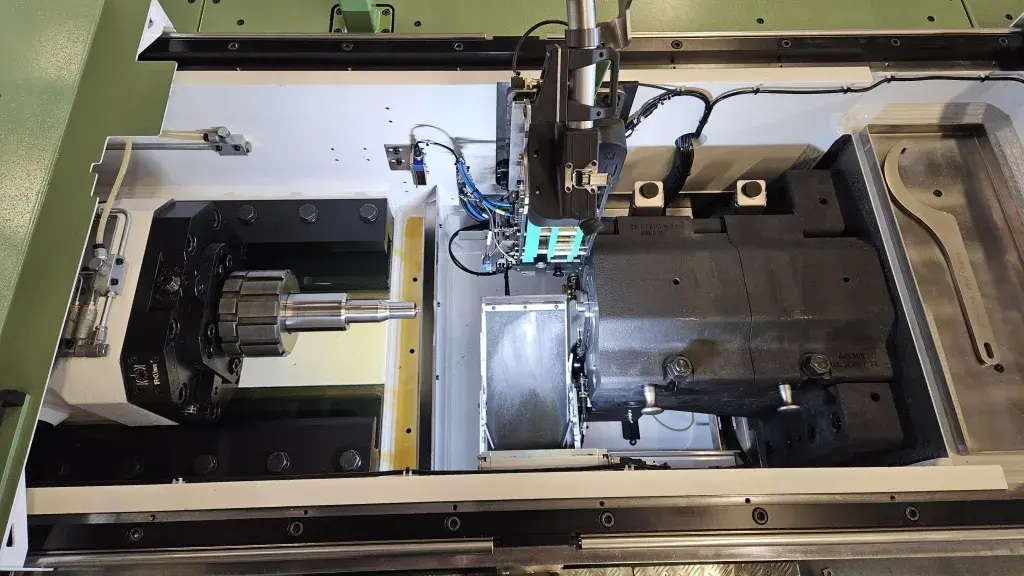
Kombinierte Ziehpresse Typ KZP
Diese Presse ist u.a. für das Abstreckziehen von Hülsen aus Stahl oder Messing ab dem Napf ausgelegt und verfügt über bis zu drei Ziehstufen mit einzigartigem Bearbeitungskonzept. Die Produkte werden nach dem Ziehen direkt noch auf die korrekte Länge abgeschnitten.

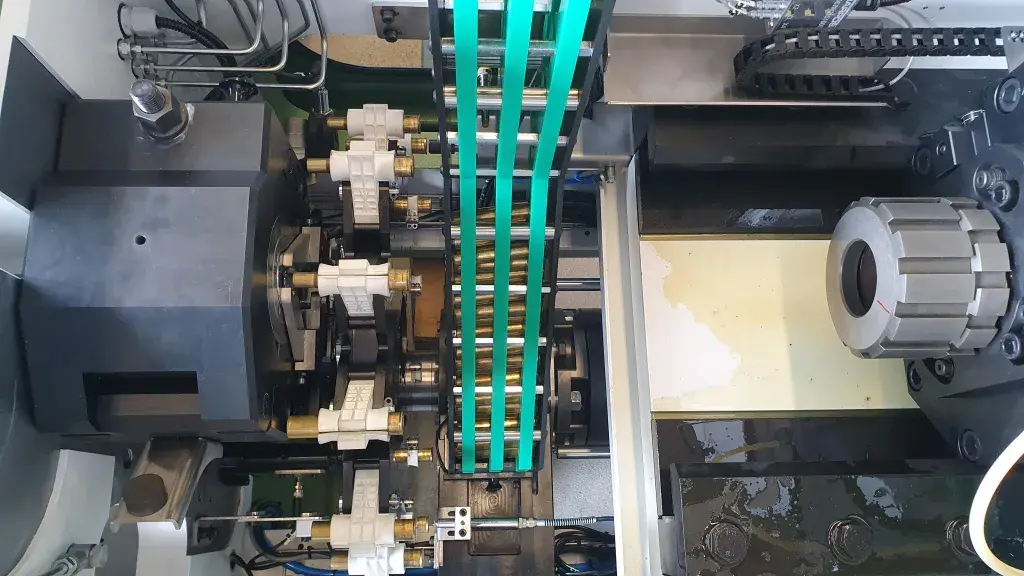
Kombinierte Boden-Einziehpresse Typ KBEP

Diese Presse ist u.a. für das Bodenpressen, Zündloch stanzen, Einziehen und Kalibrieren von Hülsen aus Stahl oder Messing ausgelegt. Zur Umformung ist sie mit einem einzigartigen Kniehebel für beste Umformergebnisse ausgestattet.
Andere Vorwärts- oder Rückwärtsfliesspressvorgänge können auch durchgeführt werden.
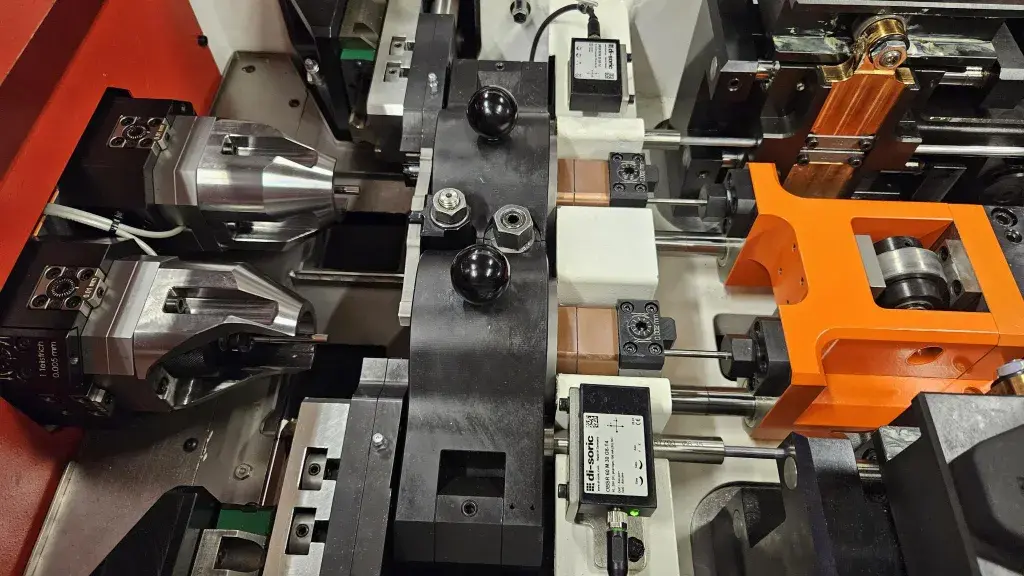
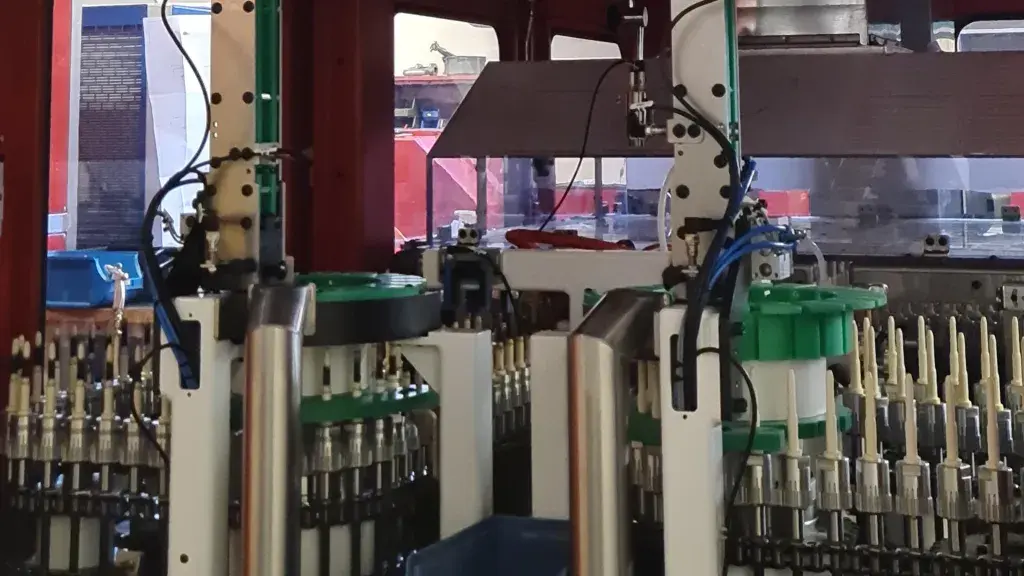
Einzelpressen / Einstufenpressen
Einstufenpressen zur Erhöhung der Produktionsflexibilität mit einem Ausstoss bis zu 100 / 240 Stk/min.
Jede Maschine führt eine Operation aus und kann je nach Produktegrösse mit zwei Werkzeugen für doppelten Ausstoss eingesetzt werden.
Ziehpresse Typ WON 2 / WON 5
Diese Presse ist u.a für das Abstreckziehen von Hülsen aus Stahl oder Messing ausgelegt.


Bodenpresse Typ WON 3 / WON 6

Die Presse ist u.a. für das Bodenpresse von Hülsen aus Stahl oder Messing ausgelegt.
Zur Umformung ist sie mit einem einzigartigen Kniehebel für beste Umformergebnisse ausgestattet.
Andere Vorwärts- oder Rückwärtsfliesspressvorgänge können auch durchgeführt werden.
Einziehpresse Typ WON 4 / WON 7
Die Presse ist u.a. für das Einziehen und Kalibrieren von Hülsen aus Stahl oder Messing konzipiert. Je nach Produktegrösse verfügt sie auch über die Möglichkeit direkt in der Maschine ein Zündloch zu stanzen.

#Zusatzmaschinen
Zusatzmaschinen
Maschinen für besondere Aufgaben
NOBAG entwickelt und produziert Maschinen in Partnerschaft mit unseren Kunden. In dieser Kombination tragen wir zu Ihrem Markterfolg bei.
Kernpresse Typ KP
Kernpressen eignen sich zum Formen von Geschosskernen ab Draht aus Blei und anderen Werkstoffen. Sie liefern eine hervorragende Produktgenauigkeit für maximale Präzision der Geschosse.

Geschosspresse Typ KGSP

Geschosspressen formen den Geschossmantel, setzen den Geschosskern in den Mantel ein, schliessen das Heck ab und veredeln die Geschosse mit einer Rille und/oder anderen Geometriedefinitionen.
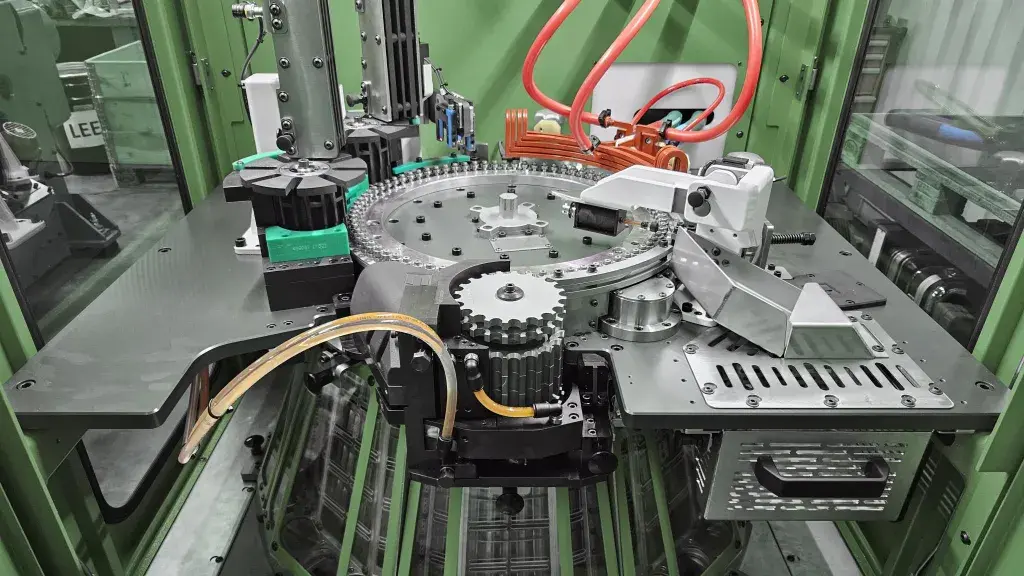
Maschinen für Zwischenprozesse
Beschneidmaschine Typ BSA
Die Beschneidmaschine wird primär eingesetzt um tiefgezogene Teile auf die korrekte Länge abzuschneiden.

Rekristallisations-Glühmasch Typ RGM

Die Rekristallisations-Glühmaschine dient dem Glühen von kaltumgeformten Hohlkörpern um die Materialspannungen zu egalisieren und die Härte zu reduzieren.
Halsglühmaschine Typ HGM
Mit der Halsglühmaschine wird nur die Mündung der kaltumgeformten Hohlkörpern geglüht und damit die Materialeigenschaften wieder verbessert.

#Werkzeugbau
Werkzeugbau
Vom Engineering bis zur Inbetriebnahme von Zieh- und Kalformwerkzeugen, alles aus einer Hand.
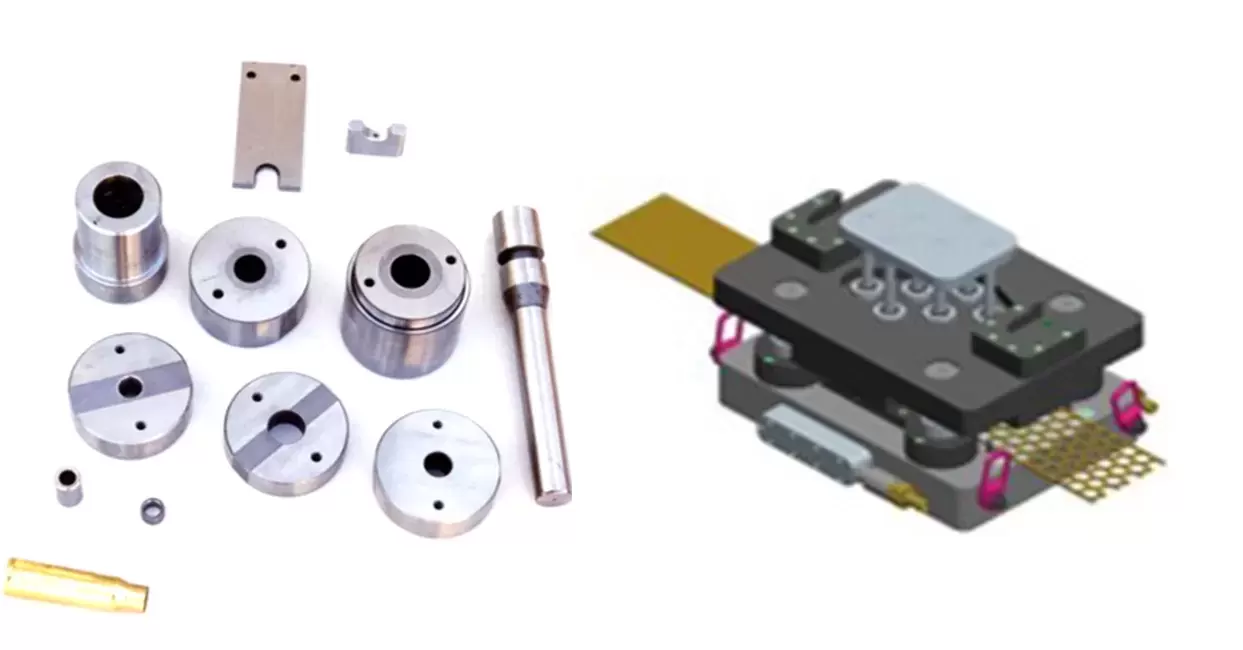
- Werkzeugberechnung
- Werkzeugblock zu Napfpresse
- Tests und Inbetriebnahme beim Kunden vor Ort
Downloads
KFP Flyer DE
#Prozessentwicklung
Prozessentwicklung
Wir bieten mehr als Maschinen
In Ergänzung zu unserem Maschinenportfolio unterstützen wir unsere Kunden in der Umformtechnik und damit dem Prozessengineering von Einzeloperationen oder Gesamtherstellung. Wir definieren dabei Ausgangsmaterial, Abstufung der Bearbeitung durch die einzelnen Umformschritte, Zwischenstufen, prozessrelevante chemische und thermische Behandlungen, Werkzeuge und Ausgangsprodukte.
- Produktedefinition
- Prozessengineering
- Prozessparameter
- Umformstufen
- Geometrie der Werkzeuge
- Zwischenbehandlung
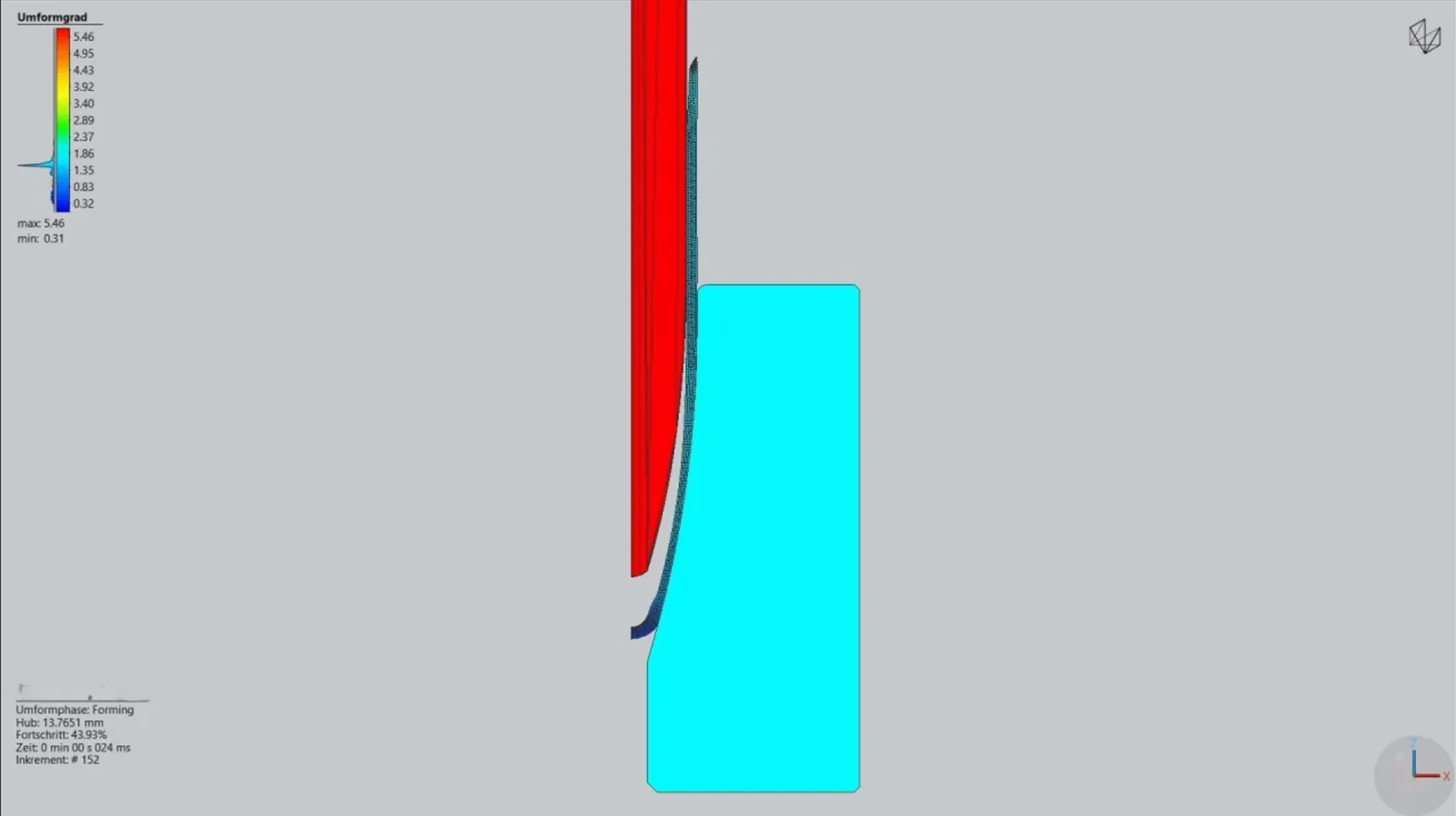
- Strukturanalyse
- Auswertung von Versuchsresultaten
- Inbetriebnahme und Prozessoptimierung
- Produktionsunterstützung
Fehlersuche und Verbesserungslösungen